Bakalářská práce se zaměřuje na modernizaci technologického postupu výroby svorky určené pro spojení ochranných prvků s výstupovým žebříkem. Tato součást, vyráběná z plechu o tloušťce 3 mm, je klíčovým prvkem v rámci výrobního procesu firmy FERRUM s.r.o.
Jako výchozí materiál byla pro výrobu svorky zvolena ocel S235JR. Pro zajištění ochrany proti korozi bude následně provedeno žárové zinkování. Vzhledem k sériovosti výroby, která činí 1300 kusů týdně, byla jako nejvhodnější výrobní technologie vybrána kombinace stříhání a ohýbání ve sdruženém nástroji. Tento postup umožňuje efektivní výrobu součásti ve třech krocích.
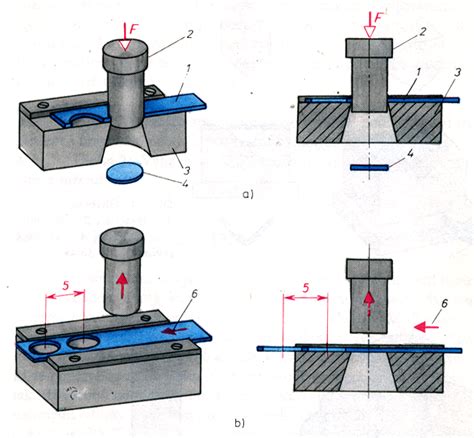
První krok zahrnuje děrování otvorů pro šrouby a následné odstřižení dílce od polotovaru. Druhý krok je volný a slouží k posuvu materiálu. Ve třetím kroku probíhá finální ohýbání součásti do požadovaného tvaru.
Pro realizaci tohoto technologického postupu bude zapotřebí tvářecí síla 618 kN. Výrobní proces bude probíhat na výstředníkovém lisu LEN 63 C, který je součástí strojového parku firmy.

Klíčové aspekty technologie
Zvolená technologie stříhání a ohýbání ve sdruženém nástroji je optimalizována pro vysokou sériovost výroby. Klíčovými prvky tohoto řešení jsou:
- Materiál: Ocel S235JR s protikorozní úpravou žárovým zinkováním.
- Technologický postup: Kombinace stříhání a ohýbání ve sdruženém nástroji ve třech krocích.
- Strojní vybavení: Výstředníkový lis LEN 63 C s potřebnou tvářecí silou 618 kN.
Výhody navržené technologie
Modernizace výrobního postupu přináší několik klíčových výhod:
- Efektivita: Sdružený nástroj umožňuje provádět více operací v jednom kroku, což zrychluje výrobní proces.
- Kvalita: Precizní provedení jednotlivých kroků zajišťuje vysokou kvalitu finálního produktu.
- Ekonomika: Optimalizace procesu pro velkosériovou výrobu vede ke snížení nákladů na jednotku.
Závěr obhajoby
Práce byla úspěšně obhájena. Student prezentoval komisi výstupy a závěry své práce a zodpověděl dotazy oponenta. Mezi klíčové dotazy patřily možnosti alternativních výrobních postupů, jako je laserové řezání, kritické parametry ohraňovacího lisu, kontrola vzdálenosti otvorů od ohybové hrany, způsoby upínání nástroje a zavádění polotovaru.
Oponent ocenil zodpovědný a aktivní přístup studenta k řešení závěrečné práce, včetně pravidelných konzultací a diskusí ve firmě. Návrh technologie výroby byl označen za správný a práce byla hodnocena jako velmi dobrá po odborné i formální stránce s kvalitní grafickou úpravou a minimem nedostatků.
16 Úžasných kovových zpracovatelských procesů, které musíte vidět ▶2
Byly však vzneseny drobné výtky týkající se zápisu rovnice (2.18), vyznačení minimální technologické vzdálenosti na obrázcích 30 a 31, a nevhodného umístění stanovení velikosti střižné vůle do kapitoly „Síly a práce“. Kvalitně byl oceněn zejména výkres sestavy sdruženého nástroje a kusovník.
V rámci diskuze o obhajobě byly položeny otázky týkající se silového průběhu výstředníkového lisu ve srovnání s klikovým lisem a rozdílů mezi těmito typy strojů. Dále byla řešena problematika výpočtu střižné vůle a jejího významu v procesu výroby.